
Hebei Shida Seal Group is a China manufacturer of a variety of rubber profiles from EPDM and PVC: EPDM Profiles / EPDM Profiler, Adhesive bubble Gaskets / D-profiler m. klæb, Sealing Profiles / Klemprofiler, Self-gripping Gasketing / Klemprofiler, Dual-Hard Self Adhesive / Tætningsprofiler m. klæb, Sealing Profiles / Klemprofiler, Edging Profiles / Kantprofiler, Self-gripping Gasketing / Klemprofiler, Cellular Sponge Rubber / Cellegummi m. klæb, Silicon Edgings / Silikone kantlister, Edge protection profiles, sealing profiles with and without metal carrier, Sponge rubber profiles with and without bonding (Self/Acrylic Foam), Rubber glazing and filler profiles, Dual Hardness rubber profiles, Door sealing profiles, Custom-made products, frames, rings, lengths, butyl, mastic, flock coating, notching, gluing, slip coating, etc.
Rubber profiles, rubber extrusions, and rubber seals can be spliced and vulcanized to form an endless variety of shapes. Our extensive splicing capabilities allow us to produce seals and gaskets for a broad array of aerospace, automotive, chemical processing, construction, food processing, industrial, oil and gas, as well as wire and cable applications.
Spliced joints can be applied to most profiles using the hot splicing/vulcanising process to chemically bond two ends of a rubber extrusion together, this process effects a reasonably strong and dynamic joint and is particularly effective where there is a requirement for a continuous ring or frame such as windows or automotive applications.
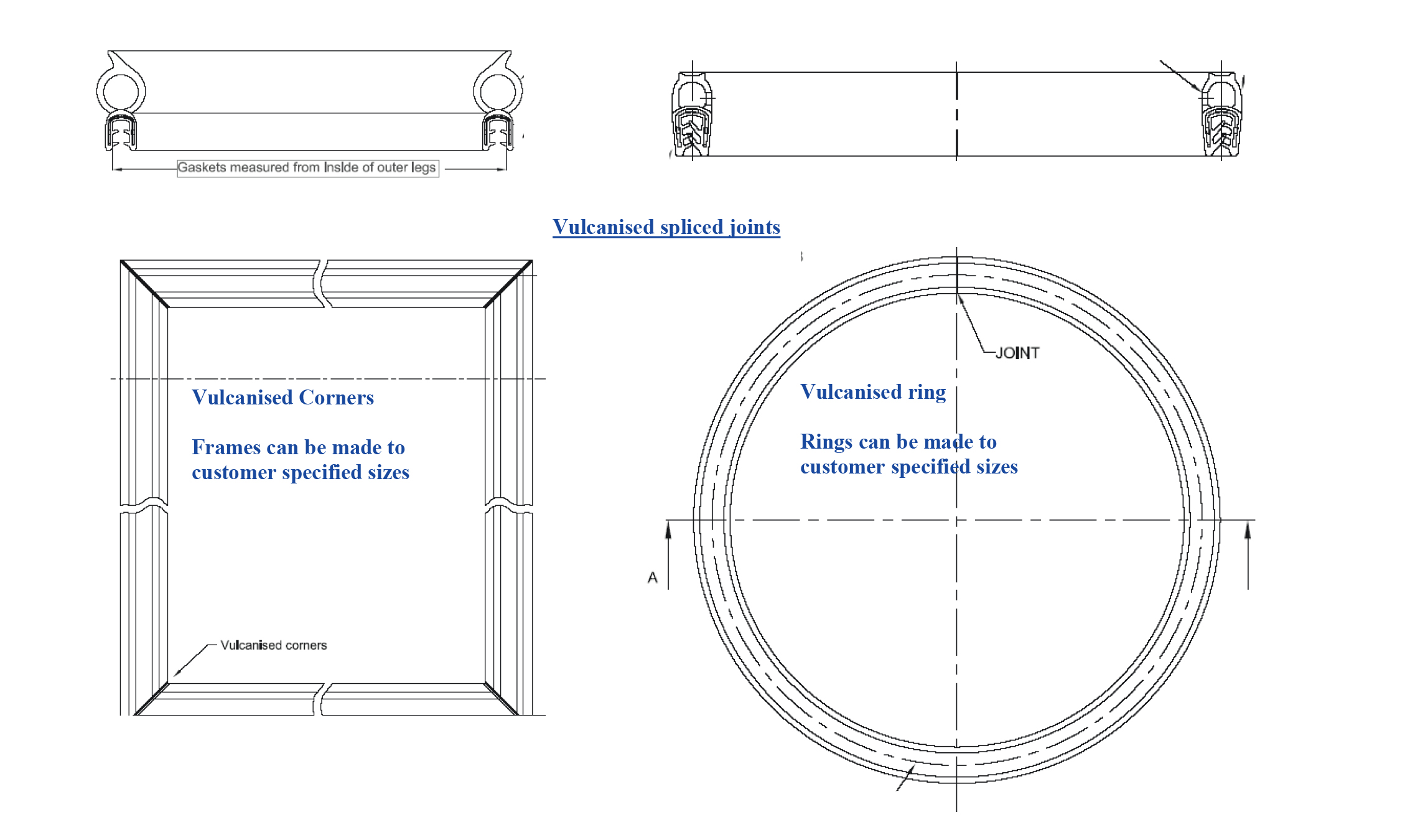
The resilience and dynamic properties of the profile are maintained throughout the joint thus creating an endless seal. Ensuring the gasket is more impermeable to the elements. This is especially important when a moving vehicle is involved due to flexing of the structure. When compared to glued joints, the bond is longer lasting and does not crystalise maintaining its elastic properties.

We have the capability to splice / joint rubber extrusions for applications that require a continuous seal – solid rubber extrusions, sponge rubber extrusions, co-extruded trim seals. When designing a spliced seal, the key consideration is the physical integrity of the joint.
Our capabilities support cold and hot splicing as well as transfer and molded splicing.
Cold Splicing
Simply a matter of gluing two or more pieces of a seal together using quick-setting glue such as cyano-acrylate or super glue. Cold splicing is generally less expensive, depending on the design of the seal and the complexity of the cross section.
Hot Splicing
Considered to be the industry standard and most desirable when cosmetics are a concern. The glue used in hot splicing is rubber-based and has to be cured, or vulcanized, in place. This creates a splice that has reasonable strength, retains properties of the seal, and is inconspicous.
Injection Splicing
Works similar to injection molding. A mold is created so that two or more pieces of a seal can be inserted into the tooling. A polymer is then injected or transferred into the mold cavity, adhering the ends of the seal and creating a continuous seal or multi-sided gasket. The process allows for much greater detail work on the seal, producing a splice that is aesthetically pleasing.
